金属铸件磁粉检测
管道焊缝超声波检测
技术准确*
报告中英文可选
服务区域全国
我司作为独立第三方检测机构,以公正、的非当事人身份,根据有关法律、标准或合同所进行的商品检验活动。将长期致力于为多领域客户提供一站式检测服务及绿色解决方案,凭借、高效、的检测服务,协助企业全面提升产品品质!
钢锻件无损探伤
无损检测定义
在不破坏前提下,检查工件宏观缺陷或测量工件特征的各种技术方法的统称。
常规的无损检测方法
超声检测 Ultrasonic Testing (缩写 UT)
射线检测 Radiographic Testing (缩写 RT)
磁粉检测 Magnetic particle Testing (缩写 MT)
渗透检验 Penetrant Testing (缩写 PT)
涡流检测 Eddy current Testing (缩写 ET)
目视检测 Visual Testing (缩写 VT)
无损检测的应用
应用时机: 设计阶段;制造过程;成品检验;在役检查。
应用对象: 各类材料 (金属、非金属等); 各种工件 (焊接件、锻件、铸件等); 各种工程 (道路建设、水坝建设、桥梁建设、机场建设等)。
主要测试标准:美标、ISO国际标准、国标、欧标、德标、及日标等。

检测产品
车门面板、车门嵌入板、车门立柱、遮阳板、车顶蓬蒙板、后窗台板、行李箱侧壁板、车门储物盒、驾驶座椅后壁、后备箱盖、仪表盘板、后备箱门、座椅、脚垫、地毯、保险带等。
检测项目
阻燃性能、水平燃烧、融熔滴落、垂直燃烧、氧指数、V0、V1、V2;HB;5VA、 5VBVTM0、 VTM-1、VTM-2;HF-1、HF-2、 HBF、平均燃烧熄灭时间、平均火焰高度、平均残留质量分数、燃烧性能、燃烧性能FV-0、FV-1、FV-2等。
检测标准
GB/T 10707:橡胶燃烧性能的测定
标准:CNS 13387:车辆内装材料防火标准
TL 1010 汽车内饰材料燃烧性能
ISO 3795 车内装饰材料燃烧性能-国际标准
DIN 75200机车内饰材料燃烧性能的判定
欧洲指令:95/28/EC -- 汽车内饰材料阻燃测试,防火测试
中国标准:GB 8410 -- 汽车内饰材料阻燃测试,防火测试
FMVSS 302 - 汽车内饰材料燃烧测试
汽车内饰材料-阻燃性能和防火性能要求

NDT无损探伤检测
无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。检测在线为企业提供一站式检测认证服务,现推出无损探伤便捷服务,提前2-3天申请,工程师携带仪器可上门探伤。送检更快捷! 欢迎联系!
射线探伤RT适用于材料表面和内部不连续的检测,对体积状缺陷有很好的检测效果。 超声波探伤UT主要用于材料内部缺陷检测 磁粉探伤MT它是发展早的一种无损检测方法,主要用于铁磁性材料表面和近表面缺陷检测。 渗透探伤PT是除目视检测方法外简单的一种检测方法,适用于一切非多孔性材料表面开口性缺陷检测。
超声波探伤UT和射线探伤RT用于内部检测。钢结构多用超声波,管道多用射线检测。 锻件用超声波,铸件用射线。板材,奥氏体不锈钢厚大于6mm的用超声波检测。 磁粉探伤MT和渗透测试PT用于表层探伤,主要用于2mm之内。
深圳讯科标准检测技术服务有限公司为您提供各国出口COC证书,BSC认证,CE认证,金属检测、环保检测、纺织品检测、防火阻燃检测、失效分析、RoHS认证、玩具检测、食品触材检测、可靠性测试等性的服务,欢迎来电咨询!
深圳市讯科标准技术服务有限公司作为独立第三方检测机构,以公正、的非当事人身份,根据有关法律、标准或合同所进行的商品检验活动。将长期致力于为多领域客户提供一站式检测服务及绿色解决方案,凭借精确、高效、的检测服务,协助企业全面提升产品品质!
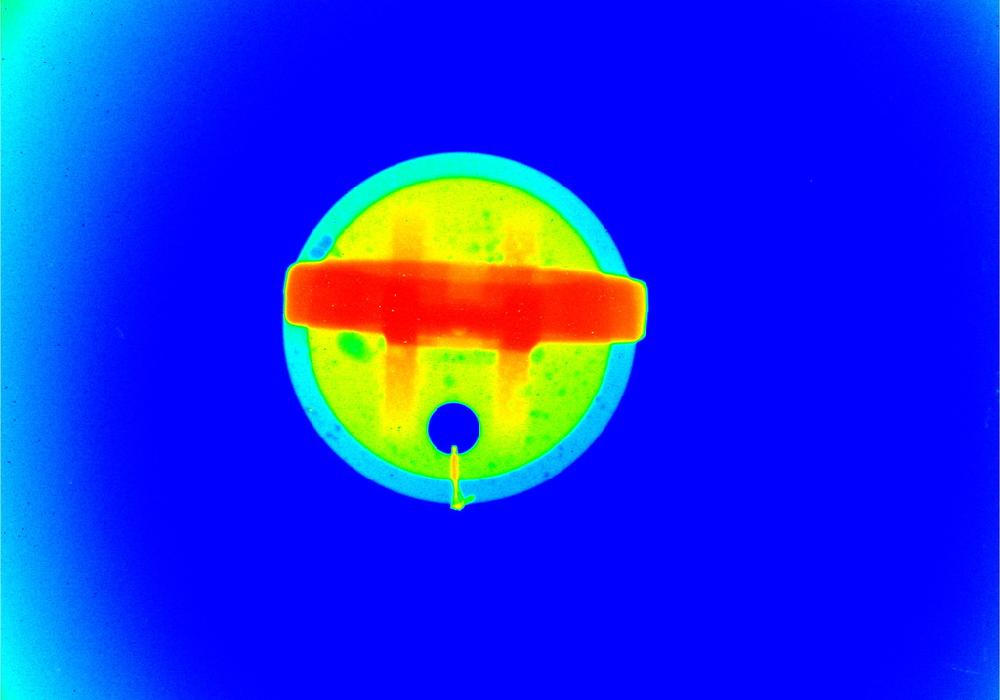
无损探伤检测X射线检验
测试范围:
全焊透的对接焊缝、T型接头、支接管等。
射线检验是检验焊缝内部缺陷准确而可靠的方法,它可以显示出缺陷在焊缝内部的形状,位臵和大小。 X射线检验的原理:它是利用X射线高能射线程度不同地透过不透明物体,使照相底片得以感光,从而进行焊接检验。 焊缝在射线检查之前,必须进行表面检查,表面上的不规则程度应不妨碍对底片上缺陷的辨认,否则应加以休整。
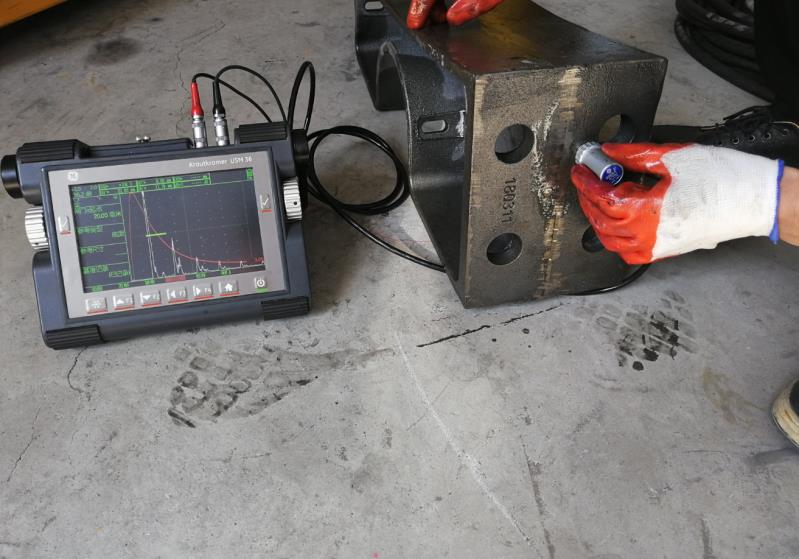
超声波检测技术
测试范围:
全焊透的对接焊缝、T型接头、支接管等。
超声检测技术等级分为A、B、C三个检测级别。超声检测技术等级选择应符合制造、安装、在用等有关规范、标准及设计图样规定。
不同检测技术等级的要求
1.A级检测 A级检测技术适用于与承压设备有关的支承件和结构件焊接接头检测。
2.B级检测 B级检测技术适用于一般承压设备对接焊接接头的检测。
3.C级检测 C级检测技术适用于重要承压设备对接焊接接头检测。采用C级检测时应将焊接接头的余高磨平。
母材检测的要点如下:
检测方法:接触式脉冲反射法,采用频率2MHz~5MHz的直探头,晶片直径10~25。
检测灵敏度:将无缺陷处*二次底波调节为显示屏满刻度的。
凡缺陷信号幅度**过显示屏满刻度20%的部位,应在工件表面作出标记,并予以记录。
缺陷位置的测定
水平定位法:
当仪器按水平1:n调节扫描速度时,应采用水平定位法来确定缺陷的位置。若仪器按水平1:1调节扫描速度时,那么显示屏上缺陷波*(模拟机)所对应的水平刻度值就是缺陷的水平距离。
深度定位法当仪器按深度1:n调节扫描速度时,应采用深度定位法来确定缺陷的位置。若仪器按深度1:1调节扫描速度时,那么显示屏上缺陷波*(模拟机)所对应的水平刻度值就是缺陷的深度。
检测标准
GB/T 3310—1999 铜合金棒材超声波探伤方法
GB/T 4162—2008 锻轧钢棒超声检测方法
GB/T 5126—2001 铝及铝合金冷拉薄壁管材涡流探伤方法
GB/T 5193—2007 钛及钛合金加工产品超声波探伤方法
GB/T 5248—2008 铜及铜合金无缝管涡流探伤方法
GB/T 5777—2008 无缝钢管超声波探伤检验方法
GB/T 6402—2008 钢锻件超声检测方法
GB/T 7734—2004 复合钢板超声波检验
GB/T 7735—2004 钢管涡流探伤检验方法
GB/T 7736—2008 钢的低倍缺陷超声波检验法
GB/T 8361—2001 冷拉圆钢表面超声波探伤方法
GB/T 8651—2002 金属板材超声波探伤方法
GB/T 8652—1988 变形高强度钢超声波检验方法
GB/T 9443—2007 铸钢件渗透检测
GB/T 10121—2008 钢材塔形发纹磁粉检验方法
GB/T 11260—2008 圆钢涡流探伤方法
GB/T 11345—2013 焊缝无损检测、超声波检测技术、检测等级和评定
GB/T 12969.1—2007 钛及钛合金管材超声波探伤方法
我司为客户规划具及前瞻性的检测及解决方案,运用多种方案,全力**分析数据准确性。CMA认证、CNAS认可机构提供国标、行标等报告
http://332803698.cn.b2b168.com